導入したHAKUは、公式には木材、樹脂、アルミ用となっている。だが、下位モデルであるBLACKでもA7075(超超ジュラルミン)を切っている例があるようで、それならばHAKUにはもっとポテンシャルがあって良さそうに思う。
ということで、SUSのような硬い材料はともかくとして、それより柔らかい材料を持ってきて色々削ってみようと思う。ということでまずは真鍮。真鍮といっても色々あるのだが、今回はハンズで売っていた真鍮ブロック(30x30x10)を使う。切り子をみると快削真鍮(C3604)なんじゃないかなぁ、どうかなぁ。
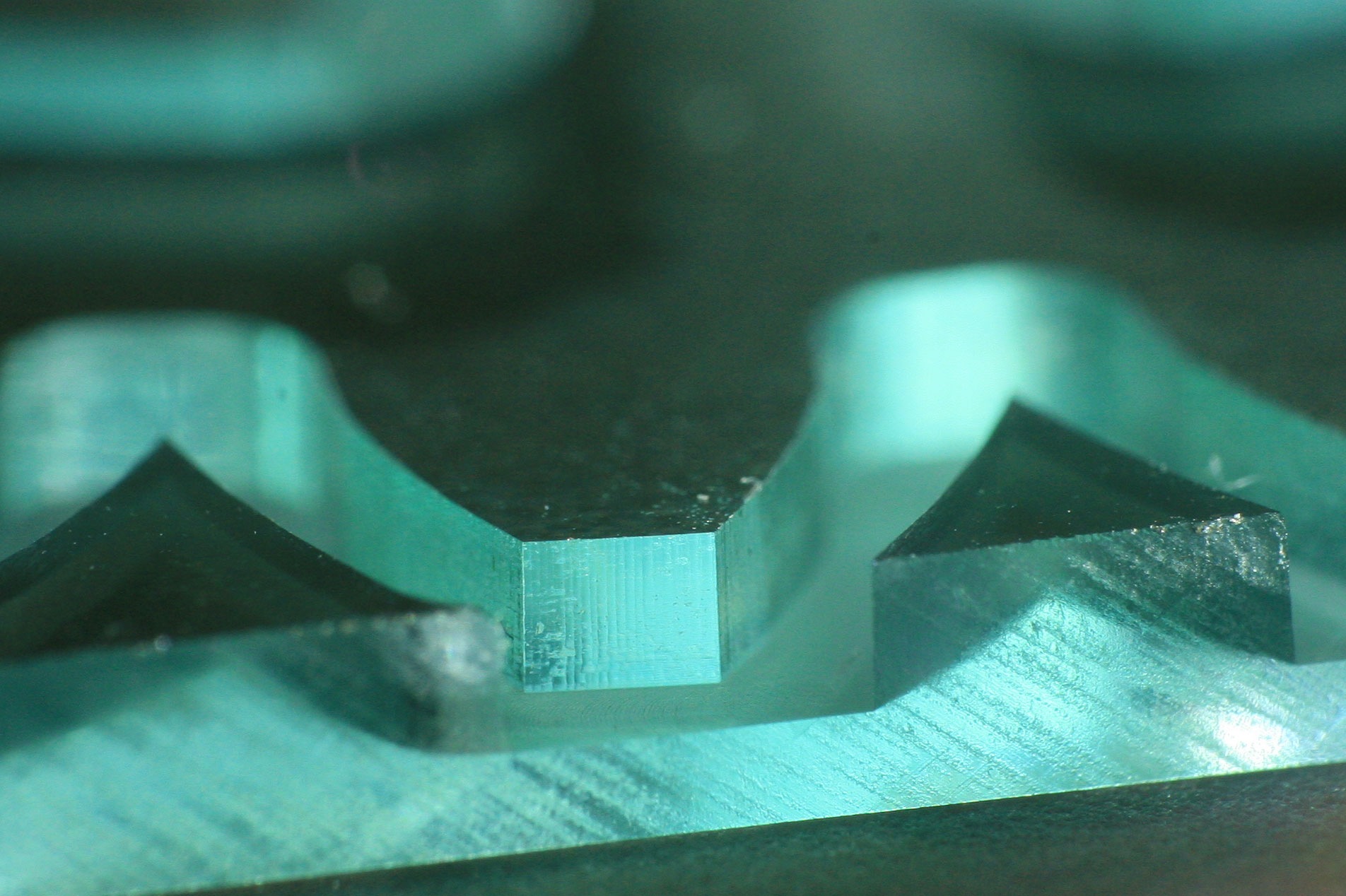
例によってオリジナルマインドのエコノミースクエアエンドミルの2mmで、表面の薄皮1枚0.1mmだけ引いてみることにした。送りは最初びくびくF10で切っていたが途中で加速してF30で切っている。音からするとまだまだ余裕がありそうな感じがした。切削油はエーゼットの水溶性。
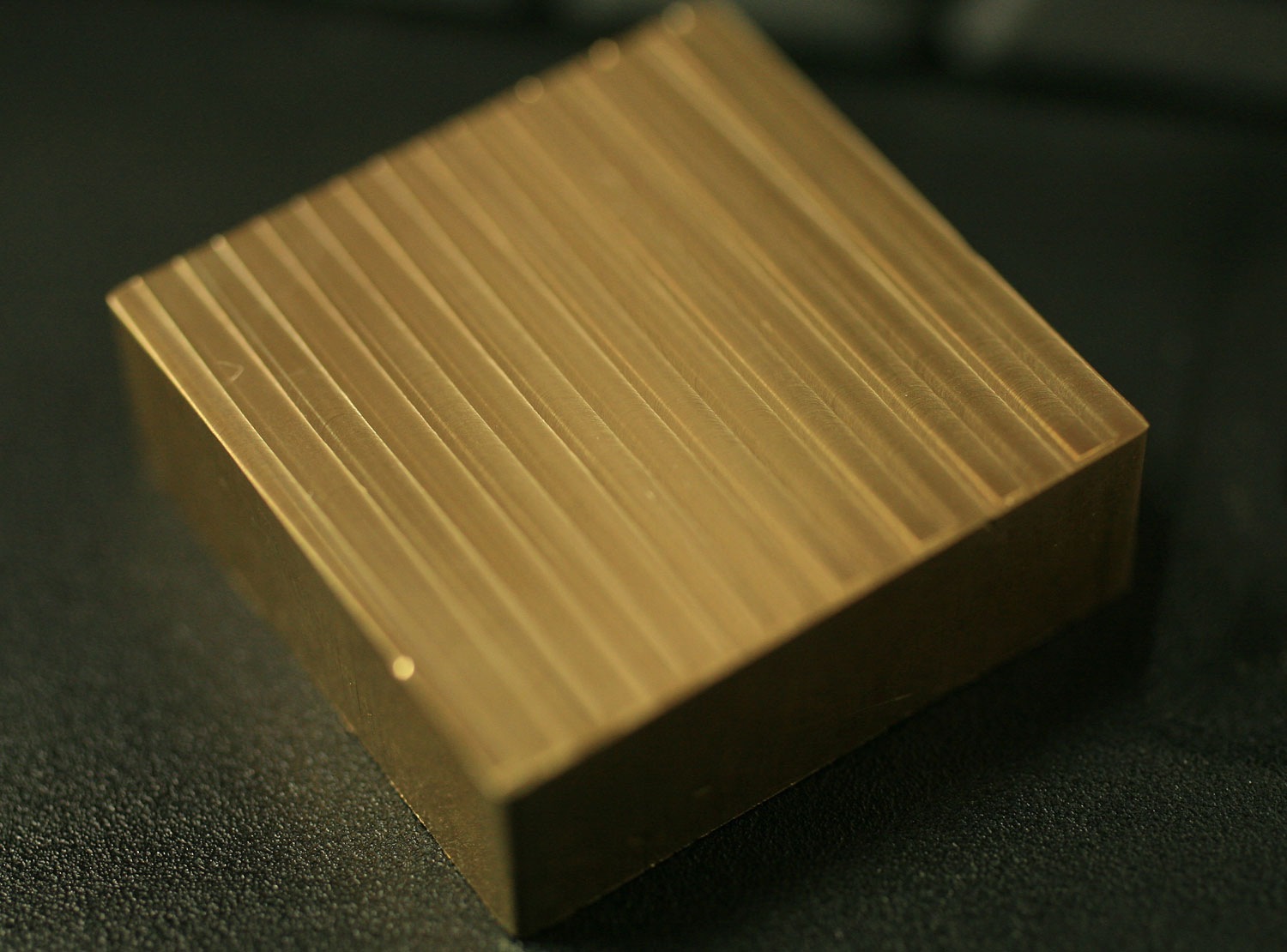
結果はこんな感じ。割と、というか全く問題なさそう。この雰囲気だと同じ送りならもっとがっつり切り込んでもなんとかなりそうだ。加工時間はおよそ20分ちょっとだった。
新たにわかったことが1つ、どうも主軸がZ軸方向にわずかに傾いているように思う。肉眼でわかるほどではないのだが、ツールマークを奥の方から見ると、パスごとにごくごく細い光の筋が見える。10uとかそういうレベルなのだが、どうにかならないか考えてみることにする。